Composite Panel Production from Gorse
(under construction Sep 6, 2024)
Background
For many people, your first question might be, what is gorse? Gorse (Ulex europaeus) is a spiny shrub native to the Mediterranean region. It was introduced on the West Coast of the United States as an ornamental plant in the late 1800s and was first found in Oregon in Benton County in 1916. Gorse is now a noxious weed that, for Oregon, is primarily concentrated along the Coast, particularly south of Florence. However, the map below shows that gorse can be found worldwide. The Oregon Department of Agriculture states that gorse is "...one of the most difficult to manage weeds in the world."
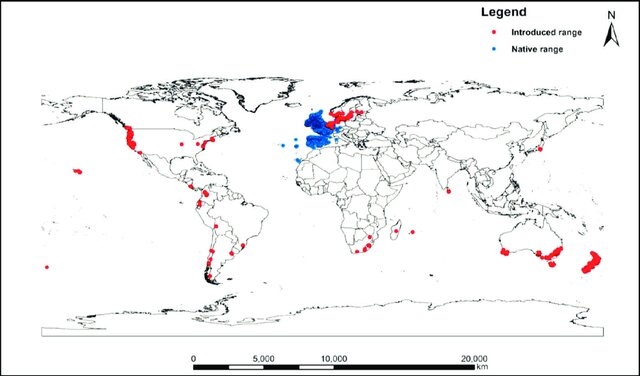
Source: Kariyawasam, C. and S. Ratnayake. 2019. Reproductive biology of gorse, Ulex europaeus (Fabaceae) in the Mount Lofty Ranges of South Australia and Sri Lanka. Reproductive Biology 11(2): 145-152.
As stated in OSU Extension's Publication EC 1593 Invasive Weeds in Forestland: Gorse the plant "...easily colonizes newly disturbed sites, poor sites, or sites without vegetation. It often is found along roadsides. On the southwest Oregon coast, gorse has taken over sand dunes, and its dense, impenetrable stands make the areas unusable for recreation. Gorse outcompetes native vegetation, reducing native plant diversity and degrading wildlife habitat. Dense gorse stands also pose a significant fire hazard because the foliage is highly flammable and dead foliage collects as litter within and at the base of the plant. Gorse contributed to the Bandon Fire of 1936, in which the entire town nearly burned to the ground."


Objectives
Given the challenges and costs associated with eradicating gorse, we decided to look into producing products from the material with the thought that even some small market for the material could help to offset treatment costs. While solid wood products aren't feasible given the relatively small size of the stems, composite panels, something similar to particleboard, might be a viable product. While such panels cannot be expected to be competitive with commercial particleboard, they might fill a niche in the decorative panel market. The objectives of this project were to:
- Calculate yields from processed (chipped and hammermilled) woody material by size
- Determine if conventional adhesives can successfully bond gorse particles
- Assess common properties of the panels including
- internal bond
- hardness
- water absorption and thickness swell
- durability - resistance to decay fungi
Acquistion of Material
On August 6, 2024, Scott Leavengood and Norma Kline with OSU Forestry & Natural Resources Extension, Derrick Mubiru and Sadete Zela, 2 summer interns at OSU's College of Forestry, traveled to Bandon, OR to acquire material. The material had been cut with chainsaws in February of 2024 and left on site. Materials were transported back to the OSU campus, separated into foliage and woody stem material and weighed. Nearly 39 kg (86 lbs.) of material were obtained that were distributed as follows:
- Foliage and small twigs- 7.6 kg
- Small and medium-sized stem material - 7.9 kg
- Larger stem material - 23.5 kg
| Images taken during the acquisition process | ||
|---|---|---|
 |  |  |
| Scott Leavengood, Derrick Mubiru, and Sadete Zela retrieving material in Bandon, OR | Small/medium material on left (with one piece of green foliage), dry foliage on right | Sadete Zela cutting larger material at OSU |
Pre-Processing: Preparation for Panel Production
After weighing, woody stem material was chipped then hammermilled with a screen size of 3 mm; note however that the hammermill produces many particles larger than the screen size. Hammermilled materials were then screened into 5 size fractions:
- >9.53 mm ('overs')
- 7-9.53 mm
- 4.76-7 mm
- 3-4.76 mm
- <3 mm ('fines')
The large ('overs') materials were processed a second time in the hammermill and then screened again. Foliage was left unprocessed in that it would likely have simply turned into a very fine powder that would be unusable for composite panels.
Yields by size fraction were:
| No. | Size (mm) | Yield (g) | Yield (%) |
|---|---|---|---|
| 1 | >9.53 | 1550 | 5.51 |
| 2 | 7-9.53 | 4147 | 14.74 |
| 3 | 4.76-7 | 6837 | 24.40 |
| 4 | 3-4.76 | 5864 | 20.84 |
| 5 | <3 | 9707 | 34.51 |
| Foliage | 7574 | n/a | |
| Total | 35679 | 91.7 |
The total yield of 91.7% is the yield of usable material (35679 g) divided by the input material of 38942 g.
The moisture content of samples of the material was then measured and materials were dried in a commercial clothes dryer at 76.7°C (170°F) for 10-15 minutes until the moisture content was between 4% and 8%, as required for hot pressing.
Panel Production
We made several 25.4 x 25.4 cm (10 x 10 inch) panels, 12.7 mm (½ inch) thick with a target density of 0.60 g/cm3 (37.5 lb/ft3) and a resin application rate of 6% resin solids by weight for phenol formaldehyde (PF) resin and 4% by weight for pMDI resin. Given that the solids content of the phenol formaldehyde (PF) resin was 48%, this resulted in applying 64 g of resin to 543 g of gorse. For pMDI with 100% resin solids, approximately 22 g of resin were applied to the same mass of gorse particles.
Materials of size fractions 1 ('overs') and 5 ('fines') were deemed unsuitable for panel production. Therefore only size fractions 2, 3, and 4 were used. However, 3 panels with some fine material were produced as noted in the table below, primarily to confirm if the fines were in fact, unsuitable for panel production. For panels using size fractions 2, 3, and 4, the amount of these materials used was proportional to their yield - approximately 25% size 2, 41% size 3, and 35% size 4.
For each panel, gorse and resin were weighed out, resin was applied with a sprayer, and the materials then mixed together by hand. The resinated gorse particles were formed into a mat and pressed in a hot press for 5 minutes (3 minutes at 266 psi then 2 minutes at 180 psi) at 157°C for PF and 200°C for pMDI.
For purposes of comparison, one panel was made from ponderosa pine using PF resin and the same methods of processing (starting with a pine 1x2) and pressing as for the gorse panels.
Nineteen test panels were made as follows:
| No. of panels | Resin | Details |
|---|---|---|
| 9 | PF | sizes 2, 3, and 4 mixed |
| 1 | PF | sizes 2, 3, and 4 mixed plus 13% fines |
| 2 | PF | foliage |
| 1 | PF | 3-layer panel: 25% fines/50% size 2/25% fines |
| 1 | PF | 3-layer panel: 33% fines/33% size 2/33% size 4 |
| 1 | PF | ponderosa pine, sizes 2, 3, and 4 mixed |
| 3 | pMDI | sizes 2, 3, and 4 mixed |
| 1 | pMDI | size 4 |
| Images taken during the Production Process | |
|---|---|
 |  |
| Material being loaded into chipper | All materials following chipping |
 |  |
| Materials being loaded into hammermill (respirator used simply to avoid breathing in the fine dust) | Materials being loaded into shaker screen device |
 |  |
| Mat of particles (near Sadete's right hand) with adhesive applied after forming | Mat of particles being loaded into hot press |
 |  |
| Untrimmed gorse stemwood panel after pressing | Gorse foliage panel after pressing |
 | |
| Trimmed panels: unsanded left, sanded right; upper portion of right panel unfinished, lower portion coated with polyurethane | |
Panel Testing
After panels cooled, they were trimmed on a table saw to remove rough edges and test specimens were cut for the following tests:
- tension perpendicular to surface (a.k.a., internal bond - IB)
- water absorption and thickness swell
- hardness
- durability - resistance to fungi
Tests 1 through 3 were conducted using methods outlined in ASTM D1037 - Standard Test Methods for Evaluating Properties of Wood-Base Fiber and Particle Panel Materials.
Durability tests were conducted following AWPA E10 Laboratory Method for Evaluating the Decay Resistance of Wood-Based Materials Against Pure Basidiomycete Cultures: Soil/Block Test. Twenty replicates each were tested for resistance to 2 brown rot fungi - Gloeophyllum trabeum and Rhodonia placenta and one white rot fungi - Trametes versicolor. The work is being conducted by Daniel Obeng, visiting scholar from the Forestry Research Institute of Ghana in Dr. Gerald Presley's (OSU, Wood Science & Engineering) wood durability lab.
Results
| Photos taken during testing | |
|---|---|
 |  |
| Internal bond testing | Panels in soak tank for water absorption/thickness swell testing |
| Panel type | IB (psi) | Hardness (lbs) | Thickness Swell (%) | Water Absorption (% by weight) | Avg. density kg/m3 (lb/ft3) |
|---|---|---|---|---|---|
| PF resin, wood | 41.4 | 1231.1 | 33.0 | 88.3 | 639.7 (39.9) |
| PF resin, foliage | n/a | n/a | 51.2 | 115.2 | 653.2 (40.8) |
| PF resin, pine | n/a | n/a | 40.4 | 111.3 | 597.9 (37.3) |
| pMDI, wood | 48.7 | 929.9 | 41.2 | 81.5 | 637.6 (39.8) |
Fungal durability tests are ongoing as of August 29, 2024. Results are expected by December 2024.
Conclusions
At this point, gorse stemwood appears to have promise for use as decorative wall panels or perhaps even countertops/tabletops. As produced for this project, some type of filler (e.g., epoxy) will be needed given the surface voids. Also, the surface coating should have high moisture resistance given the high thickness swell and water absorption of the panels. Of course, manufacturers may opt to use finer particles on the surface to reduce issues with surface voids as well as wax additives to the adhesive to improve moisture resistance.
The material is quite hard. At 1231 lbs when PF resin was used, the hardness of the gorse panels is only slightly less than for solid red oak (1290 lbs), a species commonly used for flooring. It is interesting to note, however, the hardness differences based on resin (1231 lbs with PF resin and 930 lbs with pMDI resin), even with very similar panel densities.
From other research with gorse, we anticipate that the material will be quite durable to fungi. We'll know by the end of 2024 when durability testing is complete if that is in fact the case for composite panels produced from gorse.